 来卡车之家App
来卡车之家App及时获取
最新卡车资讯
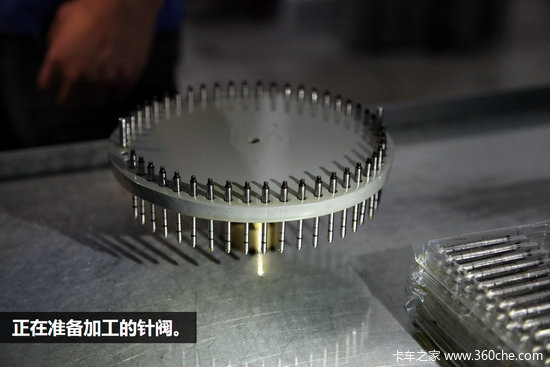
来卡车之家App接下来我们再看看喷油嘴的另一个重要组成――针阀是怎么加工生产的。
步骤一:针阀粗打磨成毛坯

经过热处理的针阀经过粗打磨之后,形成毛坯,在后面的工序继续进行精细打磨。
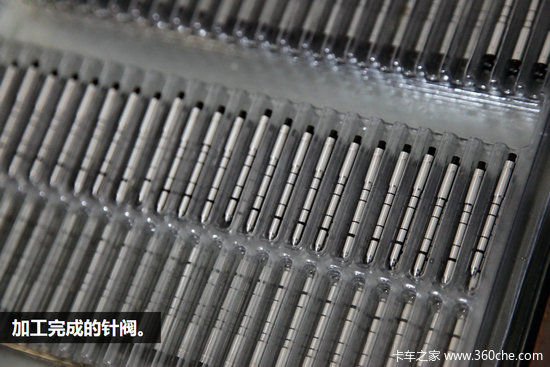
步骤二:检测针阀毛坯尺寸
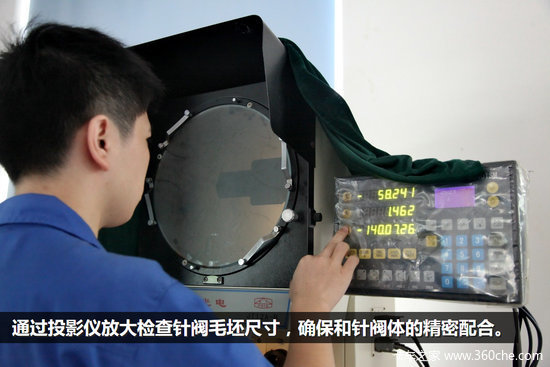
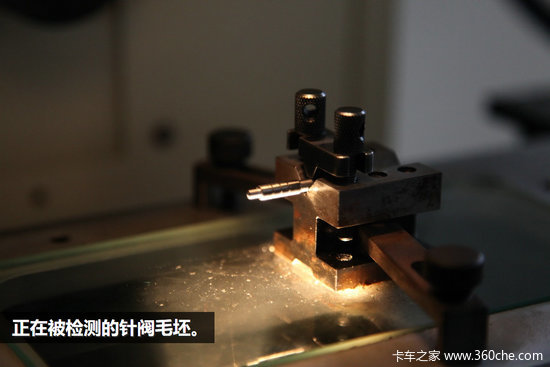
首先需要检查确认针阀毛坯的尺寸,通过投影仪放大检查,确保和针阀体的精密配合。
步骤三:加工针阀角度
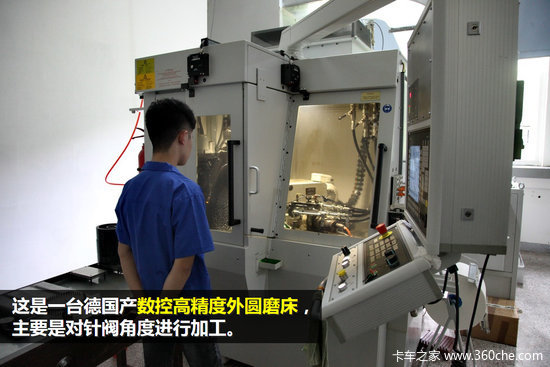
检测过的针阀被送到德国产数控高精度外圆磨床进行加工,这一步主要是对折法的角度进行加工。
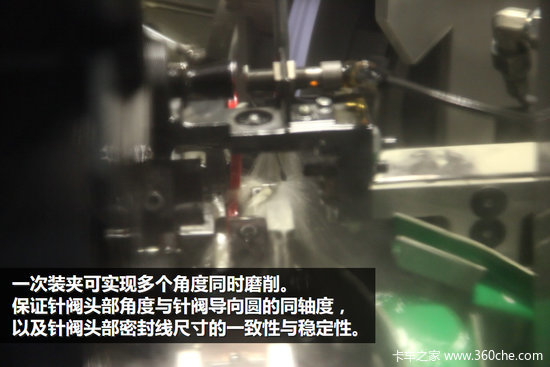
一次装夹可以实现多个角度同时磨削。一次性加工的好处还是为了保证针阀头部角度和针阀导向圆的同轴度,以及针阀头部密封线尺寸的一致性与稳定性。
步骤四:切磨针阀大小外圆
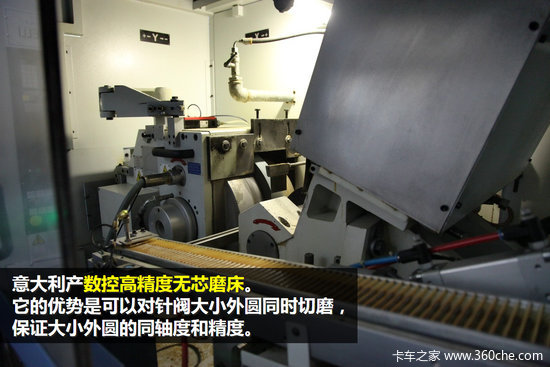
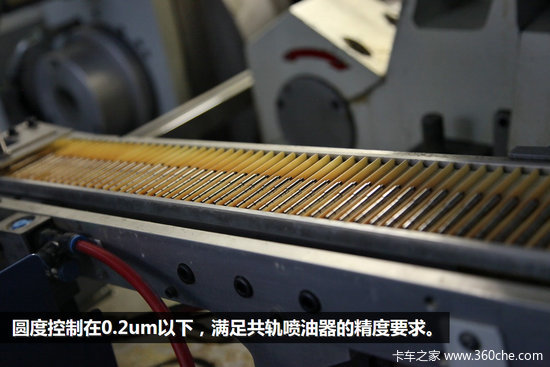
最后需要对针阀的大小外圆进行切磨,这是由意大利产的数控高精度无芯磨床完成。针阀的圆度需要控制在0.25μm以上,这样才能满足共轨喷油器的精度要求。



